上期回顾:这一期我们正式给大家揭秘黑灯工厂的第一个杀手锏——高效五轴加工。通过减少装夹次数和应用强大的五轴联动技术,实现精密铝合金的高效加工。这一期我们继续给大家介绍高速高精加工的杀手锏。
通讯类铝合金零件一般壳体结构复杂、精度要求高,是通讯设备实现高几何精度、高电讯精度的精密互连载体,具有以下技术特点:
1、钻孔、攻丝加工多;
2、快速定位多;
3、换刀频繁;
4、刀具数量多、辅助时间长;
5、小圆柱加工的精度控制;
“黑灯工厂”针对铝合金组件的高速高精加工,应用了一系列华中8型数控系统的关键技术。
客户痛点1
型腔类零件加工过程中,有大量的钻攻、攻丝工序,如何提高加工效率?
解决方案:攻丝同步补偿、倍速回退
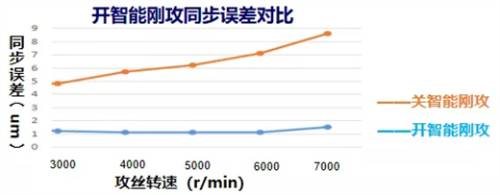
攻丝同步补偿
在攻丝过程中,自动采集主轴和Z轴的负载,根据负载情况自动调整增益,降低两个轴之前的同步误差,有了这个功能以后,BT30的主轴铝件攻牙可以从以前的4000转提高到6000转,甚至是7000转,BT40的主轴铝件攻牙从之前的3000转提高到4000转,钢件攻牙可以做到2000转,同时丝锥寿命可以提高30%。
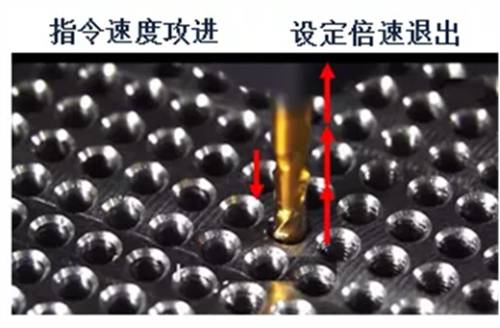
倍速回退
在攻牙时,以低速切入,保证攻丝质量,不缠屑;在攻丝完成后退刀时,以高主轴速度回退,提高加工整体效率。
客户痛点2
型腔类零件加工过程中,如何实现快速定位,减少空行程时间?
解决方案:空行程叠加技术、伺服抑震滤波器功能
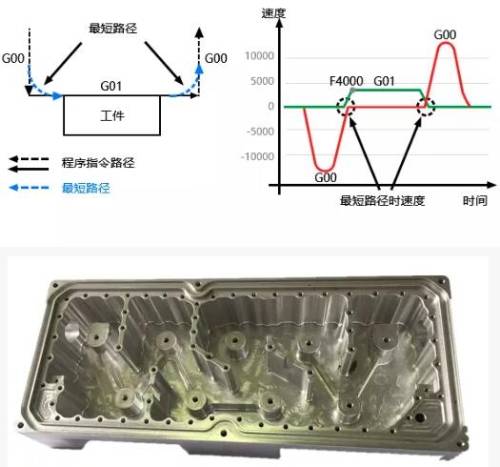
空行程叠加技术
型腔类零件加工不论是钻孔、攻丝、换刀都有很多快速定位空行程时间,在运行固定循环如钻孔、攻丝时,实现定位空行程叠加,缩短定位路径,减少程序段的降速提高加工效率。针对通讯类零件加工前后对比,效率可以提升9.5%。
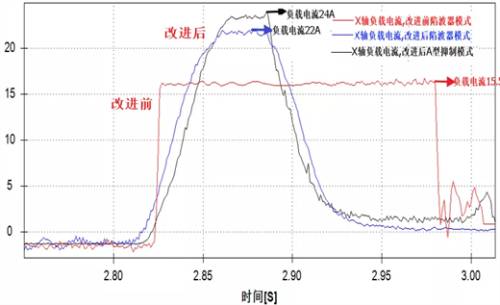
伺服抑震滤波器功能
HSV伺服使用抑振滤波器功能在保证高增益的同时,不会导致电流衰减,不但提升加减速,同时保证加减速的稳定性。
客户痛点3
在型腔类零件加工过程中,需要频繁换刀,如何提高换刀速度和刀库可靠性?
解决方案:伺服刀架控制
伺服刀架控制
5G通讯滤波器类零件,加工工序比较复杂,使用刀具种类较多,提升换刀速度和提高刀库可靠性比较重要,PMC轴伺服刀库控制成为最优选择:
伺服刀为控制精度高,具有高加减速控制,变速曲线可控,凸轮箱寿命更长;取消传统的计数感应开关,提高系统稳定性;换刀效率得到极大提高,从传统计数刀库T-T换刀时间3.2S提高到1.1S。

客户痛点4
在型腔类零件加工过程中,需要使用的刀具数量多、辅助时间长,如何提升刀具管理有效性,实现断刀预警,减少停机时间?
解决方案:智能刀具寿命管理;智能断刀检测
智能断刀检测
通过主轴及进给轴加工工件时的电流及功率大数据,智能判断加工过程中刀具是否断裂。目前,华中8型数控系统针对5G加工中常用的M5准确率可以达到100%。

客户痛点5
需要加工的型腔多、形状复杂,如何平衡加工负载,优化加工路径?
解决方案:优速铣、恒进给控制技术
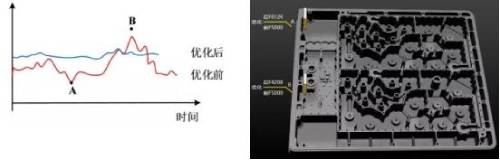
优速铣
针对基站腔体结构件形状不规则的特点,通过智能速度调节,不仅提高了加工效率,而且负载更均衡,安全得到保障。
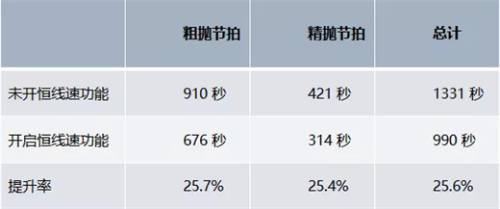
恒进给控制技术
腔体加工效率提高25%左右,无超速度、加速度情况,圆弧与直线衔接处有轻微刀痕。
客户痛点6
在滤波器类零件加工过程中,有大量的小圆柱、小圆弧需要加工,如何提高加工精度?
解决方案:象限突跳补偿技术、前馈补偿技术
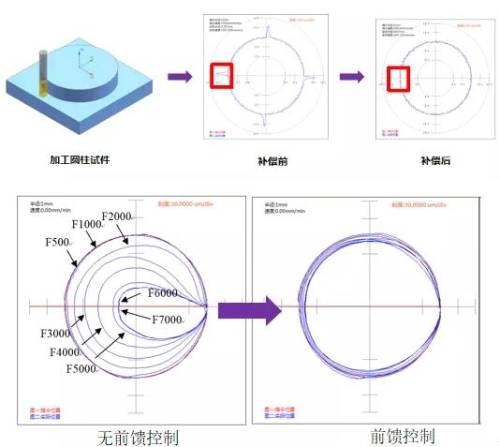
象限突跳补偿技术
利用动态前馈补偿技术,即可确保高速加工小圆柱,也可保证小圆柱的加工尺寸精度。从F500~F7000加工圆度误差精度在10um以内。
以上就是关于“黑灯工厂”如何实现精密铝合金组件的高速高精加工?”的相关知识点,上海机床展官方就介绍到这里,如有关于机床及上海机床展相关内容其他问题,欢迎大家关注我们“微信公众号:机床展门票”咨询哦!