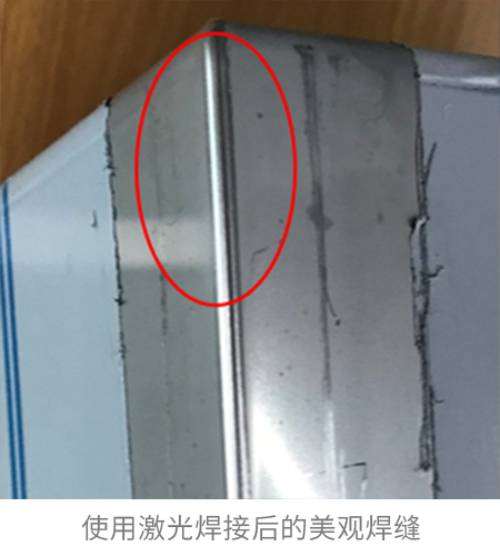
冷冽的寒风也挡不住激光焊接活动的火热,纷至沓来的激光焊接金牌助力活动参赛作品当中,一件具有浓厚的行业代表性和似曾相识的外观直接抓住我们应用工程师的眼球:使用氩弧焊焊接工艺的高低压配电柜壳体:

在通快应用工程师过往的工作中,也接触过类似的样件,而且我们也特别针对氩弧焊、气保焊等传统焊接和激光焊做过工艺优势的对比。


钣金设计在激光焊接
具有翻边45°斜接接口箱体结构中的应用
材料:
1.5mm厚的304不锈钢
箱体尺寸:
200mm×200mm×115mm
技术要点:
箱体折弯角度从下至上依次为90°、90°、80°
使用机床:
TRUMPF TruLaser 3040激光切割机
TRUMPF BendCell 5130折弯机
TRUMPF TruLaser Weld 5000BE激光焊接机
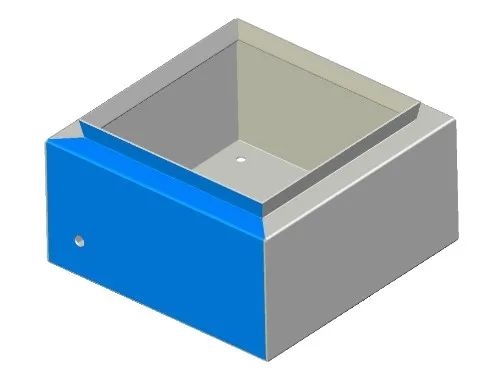
样件示意图
对箱体结构搭边量的优化
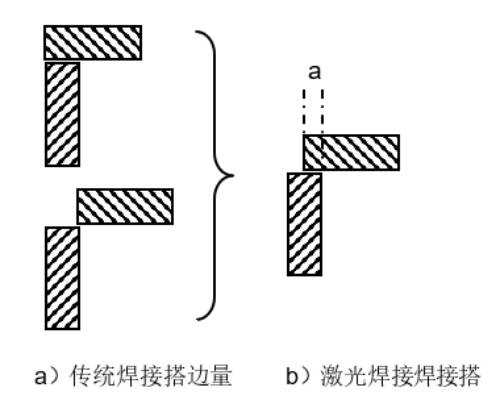
图2角焊缝搭边量改进
如图2、3所示,其中,t为板厚,a为搭接量占板厚的百分比,b为激光中心在板断面的位置,α为激光倾角。
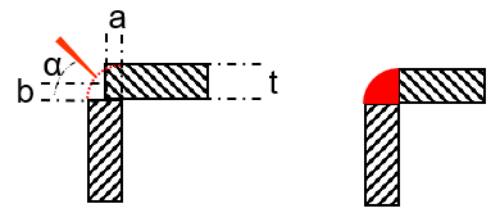
图3激光焊接搭边量
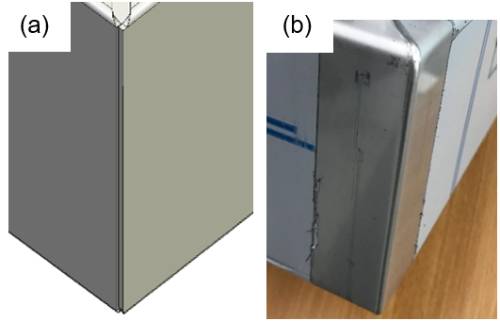
图4搭边量优化示意图及实际激光焊接效果
通过TruLaser Weld 5000 BE自动调焦系统精确设置离焦量为10.00mm,调焦精度为0.01mm。通过高倍CCD相机精确定位b值,可以实现在不填加焊丝的情况下得到圆润的激光焊缝,如图4b所示。该搭边量优化方案适用于3mm及以下厚度,其中a、b、α值由t值决定。
边角释放槽的设计
在传统焊接过程中,一般采用矩形或圆形边角释放槽。但该类型边角释放槽,在进行激光焊接时极易造成焊穿或不饱满的情况。
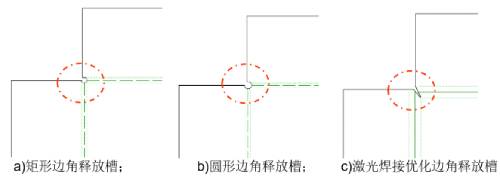
图5边角释放槽示意图
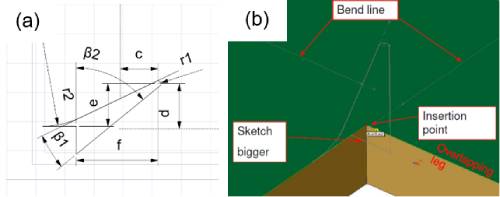
图6边角释放槽激光焊接设计示意图
通过调用TRUMPF激光焊接边角释放槽工艺块,对产品结构进行优化。在激光焊接后,可以得到非常饱满、圆润的焊接效果,几乎不需要二次处理,极大的减少了后续加工的时间,如图7所示。
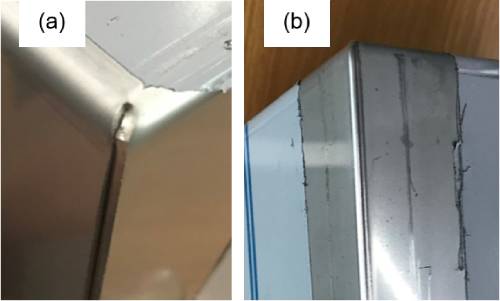
a)焊接前 b)焊接后
图7边角释放槽实际激光焊接效果
翻边45°斜接接口的设计
在焊接不锈钢箱体结构中,由于折弯变形量的存在,在翻边45°斜接接口位置很难闭合紧密,如图8,A处所示,采用激光焊接极难处理。因此,该接口的设计将直接影响到箱体结构的焊接质量。同时在B处也会存在较大的孔隙,直接激光焊接很难处理。
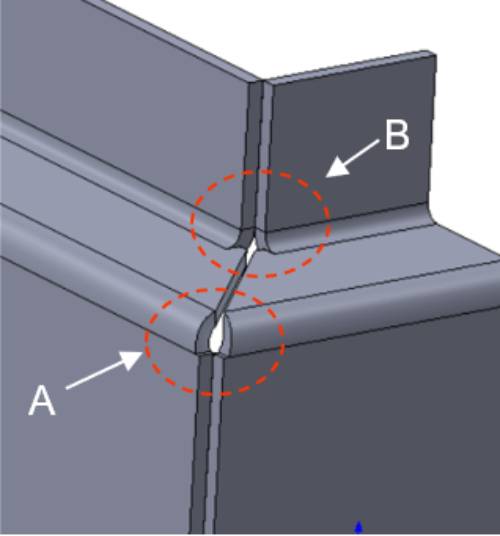
图8优化前结构示意图
对于该种情况,本文对箱体结构进行了优化。在设计时将台阶面部分金属进行切除,再延伸出两个小台阶面,如图9a所示,之后在展开时,以其端面为基准,将先前切除部分补齐,如图9b、9c所示。在图8中B处,做两个台阶面交错延伸,以增加金属补偿量,弥补在此处产生的孔隙,如图9d所示。
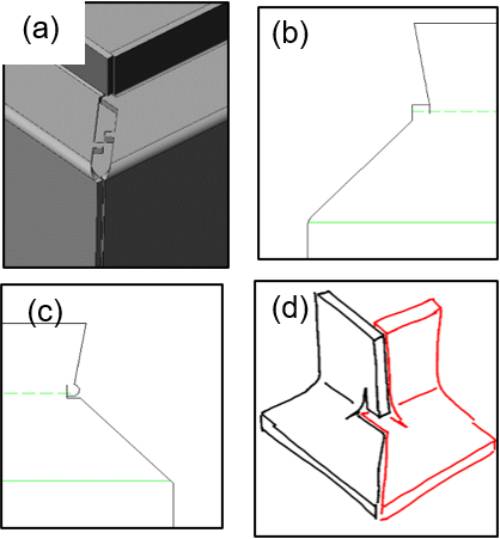
图9翻边45°斜角接口钣金设计示意图
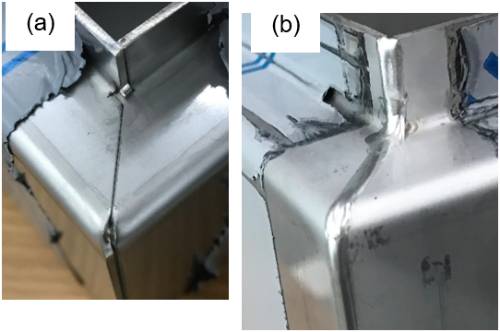
图10翻边45°斜角接口激光焊接效果
图10为实际激光焊接之后的效果。由图10a可以看到在接口处闭合紧密,完全满足激光焊接工艺要求。焊缝表面美观,过渡自然,无凹陷、焊穿等现象。
TruLaser Weld 5000 BE优点:
将光学控制和运动控制完美结合的成熟操作系统
可在深熔焊、热导焊和填丝焊三种工艺间灵活换
可焊接几乎所有种类的接头形式(需进行可达性检验)

以上就是关于“工艺升级之钣金设计在激光焊接箱体结构中的作用”的相关行业资讯,上海机床展官方就介绍到这里,如有关于机床及上海机床展相关内容其他问题,欢迎大家关注我们“微信公众号:机床展门票”咨询哦!